Керамические подкладки для сварки KATBAK


Связаться с нами:
+7 (495) 660-62-72
office@ets-engineering.ru
Параметры:
|
Наименование |
Описание |
Внешний вид |
Размеры | |
|
1G93-R (12 м в одной упаковке) |
Подкладка предназначена для MAG-сварки порошковой проволокой, когда происходит существенное выделение шлака. Канавка в элементе позволяет получать хорошее формирование обратного валика корня шва |
|
A |
6.3 мм |
|
B |
22.2 - 25.4 мм | |||
|
C |
25.4 мм | |||
|
D |
4 мм | |||
|
E |
1.6 мм | |||
|
F |
4.8 мм | |||
|
G |
11.1 мм | |||
|
1G93-R-1/4
|
Элемент более короткий, чем 1G93-R (длина 6,35 вместо 25,4 мм), что позволяет на участках с малым радиусом кривизны использовать более гибкую подкладку |
|
A |
6.3 мм |
|
B |
22.2 - 25.4 мм | |||
|
C |
6.3 мм | |||
|
D |
4 мм | |||
|
E |
1.6 мм | |||
|
F |
4.8 мм | |||
|
G |
11.1 мм | |||
|
1G42-R* (12 м в одной упаковке) |
При MIG-сварке порошковойпроволокой будет происходить лучшее формирование валика корня шва, чем у подкладки, составленной из элементов1G93-R. Подходит также для TIG-сварки |
|
A |
6.3 мм |
|
B |
25.4 мм | |||
|
C |
25.4 мм | |||
|
D |
7.2 мм | |||
|
E |
11.1 мм | |||
|
F |
1.6 мм | |||
|
G |
4.8 мм | |||
|
1G41-R*
|
Элемент подобен 1G42-R, но с меньшейканавкой. Подкладка используется при необходимости меньшего проплава по сравнению с подкладкой из элементов 1G42-R |
|
A |
6.3 мм |
|
B |
25.4 мм | |||
|
C |
25.4 мм | |||
|
D |
7.9 мм | |||
|
E |
9.5 мм | |||
|
F |
0.79 мм | |||
|
G |
4.8 мм | |||
|
1G43-R*
|
Подкладка применяется в тех жеусловиях, как и подкладка из элементов1G42-R, но там, где требуется более узкий валик корня шва |
|
A |
6.3 мм |
|
B |
25.4 мм | |||
|
C |
25.4 мм | |||
|
D |
9.5 мм | |||
|
E |
6.3 мм | |||
|
F |
1.6 мм | |||
|
G |
4.8 мм | |||
|
1G82-R*
|
Элемент подобен 1G42-R, но имеет большую толщину и более высокую прочность. Подкладка предназначена для тяжёлых температурных условий и более высокого сварочного тока |
|
A |
7.9 мм |
|
B |
31.7 мм | |||
|
C |
25.4 мм | |||
|
D |
10.3 мм | |||
|
E |
11.1 мм | |||
|
F |
1.6 мм | |||
|
G |
4.8 мм | |||
|
1G44-R*
|
Элемент имеет увеличенный паз по сравнению с 1G42-R. Подкладка используется там, где необходимо большое количество проплава. Применяется при сварке толстых листов и при дуговой сварке под флюсом |
|
A |
9.5 мм |
|
B |
31.7 мм | |||
|
C |
25.4 мм | |||
|
D |
7.2 мм | |||
|
E |
17.5 мм | |||
|
F |
1.6 мм | |||
|
G |
6.3 мм | |||
|
1G60*
|
Подкладка позволяет корню шва находиться точно напротив паза в элементе, а сторонам элемента плотно прилегать к кромкам свариваемых листов |
|
A |
9.5 мм |
|
B |
30.2 мм | |||
|
C |
25.4 мм | |||
|
D |
9.5 мм | |||
|
E |
11.1 мм | |||
|
F |
3.6 мм | |||
|
1G61*
|
Подкладка позволяет пазу точно совпадать с корнем шва и обеспечивает плотное прилегание сторон элемента к свариваемым кромкам |
|
A |
9.5 мм |
|
B |
31 мм | |||
|
C |
25.4 мм | |||
|
D |
10 мм | |||
|
E |
11.1 мм | |||
|
F |
0.79 мм | |||
|
G |
6.3 мм | |||
|
1G62*
|
Подкладка используется при сварке листов, имеющих различную толщину |
|
A |
8.3 мм |
|
B |
31 мм | |||
|
C |
25.4 мм | |||
|
D |
11.1 мм | |||
|
E |
11.1 мм | |||
|
F |
1.2 мм | |||
|
G |
4.4 мм | |||
|
1G42-ER*
|
Подкладка используется при сварке с минимальным провисанием проплава, но более высокой силой тока. Небольшие выступы на поверхности этого элемента не выгорают при силе тока до 120 А |
|
A |
4.8 мм |
|
B |
25.4 мм | |||
|
C |
25.4 мм | |||
|
D |
6 мм | |||
|
E |
12.7 мм | |||
|
F |
8.7 мм | |||
|
G |
4.8 мм | |||
|
1G42-FR
|
Элемент подобен стандартному плоскому элементу, но он более гибок. Подкладка из элементов 1G42-FR-1/4 может принимать форму окружности с большим радиусом. Элемент 1G83-FR подобен 1G42-FR, но он толще и шире; используется при сварке на более высоких токах, где требуется минимальный проплав |
|
1G42-FR | |
|
A |
6.3 мм | |||
|
B |
25.4 мм | |||
|
C |
25.4 мм | |||
|
D |
4.8 мм | |||
|
1G42-FR-1/4 | ||||
|
A |
6.3 мм | |||
|
B |
25.4 мм | |||
|
C |
6.3 мм | |||
|
D |
4.8 мм | |||
|
1G83-FR | ||||
|
A |
7.9 мм | |||
|
B |
31.7 мм | |||
|
C |
25.4 мм | |||
|
D |
4.8 мм | |||
|
1G80-R*
|
Подкладка предназначена специально для предотвращения провисания обратного валика при сварке горизонтальных швов на вертикальной или наклонной стенке |
|
A |
7.9 мм |
|
B |
31.7 мм | |||
|
C |
25.4 мм | |||
|
D |
10.3 мм | |||
|
E |
11.1 мм | |||
|
F |
1.6 мм | |||
|
G |
4.8 мм | |||
|
1G6-RD*
|
Подкладка из элементов 1G6-RD используется при сварке листов толщиной до 10 мм с «X»- и «K»-образной разделкой, а также с односторонней разделкой примыкающего листа в тавровых соединениях. Подкладка из элементов 1G9-RD при сварке листов большей толщины |
|
1G6-RD | |
|
A |
6.3 мм | |||
|
B |
25.4 мм | |||
|
1G9-RD | ||||
|
A |
9.5 мм | |||
|
B |
25.4 мм | |||
|
1G13-RD*
|
Подкладки из этих элементов используются подобно подкладкам из 1G6-RD и 1G9-RD, но для более толстых свариваемых листов (толщиной до 15 мм) |
|
1G13-RD | |
|
A |
12.7 мм | |||
|
B |
25.4 мм | |||
|
1G15-RD | ||||
|
A |
15.9 мм | |||
|
B |
25.4 мм | |||
|
1G20-RD | ||||
|
A |
22.2 мм | |||
|
B |
25.4 мм | |||
|
1G66-B
|
Подкладка предназначена для крепления в угол таврового соединения при односторонней разделке, со стороны, где нет скоса кромки. Применяется в местах, где доступ для сварки или ремонта невозможен |
|
A |
8.7 мм |
|
B |
19 мм | |||
|
C |
25.4 мм | |||
|
D |
5.6 мм | |||
|
E |
7.9 мм | |||
|
F |
90 º | |||
|
G |
3.2 мм | |||
|
1G65-B
|
Элемент подобен 1G66-B, но произведённый валик будет выпуклым, а не со скошенным углом, как в предыдущем случае |
|
A |
7.9 мм |
|
B |
22.2 мм | |||
|
C |
25.4 мм | |||
|
D |
5.6 мм | |||
|
E |
11.1 мм | |||
|
F |
90 º | |||
|
G |
2.4 | |||
|
H |
14.3 | |||
|
1G33-45* 1G33-60*
|
Подкладки предназначены для «K»- или«X»-образных разделок, с углами скоса кромок 45, 60 или 90º . Стороны данных элементов имеют практически “полный”контакт со свариваемыми кромками изделия, что снижает риск прожога.Заменяют элементы, круглые в сечении |
|
1G33-45 | |
|
A |
14.3 мм | |||
|
B |
15.9 мм | |||
|
C |
25.4 мм | |||
|
D |
40 º | |||
|
E |
55 º | |||
|
F |
85 º | |||
|
G |
3.2 мм | |||
|
H |
2.8 мм | |||
|
I |
2.4 мм | |||
|
1G33-60 | ||||
|
A |
14.3 мм | |||
|
B |
15.9 мм | |||
|
C |
25.4 мм | |||
|
D |
40 º | |||
|
E |
55 º | |||
|
F |
85 º | |||
|
G |
3.2 мм | |||
|
H |
2.8 мм | |||
|
I |
2.4 мм | |||
|
1G33-90 | ||||
|
A |
14.3 мм | |||
|
B |
15.9 мм | |||
|
C |
25.4 мм | |||
|
D |
40 º | |||
|
E |
55 º | |||
|
F |
85 º | |||
|
G |
3.2 мм | |||
|
H |
2.8 мм | |||
|
I |
2.4 мм | |||
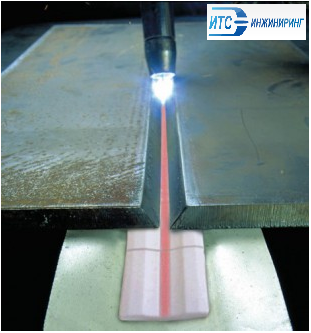
Использование специальных керамических подкладок для сварки - простой и эффективный метод получения высокого качества сварного шва. Керамические подкладки позволяют получить качественный обратный валик без дополнительных дорогостоящих технологических процессов: шлифования, выборки и подварки. Подкладки состоят из набора повторяющихся элементов одинаковой формы.
Основные достоинства использования керамических подкладок KATBAK®
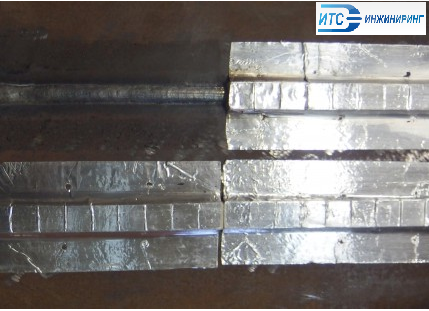
- в результате сварки получается качественный шов, выдерживающий проверку рентгеновским контролем;
- активно поддерживается расплавленный металл шва и формируется обратный валик при сварке корневого прохода;
- за счёт гарантированного проплавления места соединения возможна и достаточна односторонняя сварка;
- увеличивается производительность труда в связи с возможностью увеличения параметров режима сварки;
- корневой и заполняющий проходы выполняются за один (становятся единой технологической операцией);
- возможна сварка в переменный зазор, в том числе превышающий допустимый;
- устраняются дефекты и необходимость последующих исправлений;
- становится ненужной трудоёмкая и дорогостоящая механическая обработка;
- для крепления к свариваемому изделию применяется восприимчивая к теплоте фольга, адгезия которой к поверхности увеличивается по мере нагрева изделия;
- все элементы «плоских» подкладок (за исключением 1G60, 1G61 и 1G62) имеют закруглённые стыковочные края, дающие возможность использования подкладки не только на плоских, но и на криволинейных поверхностях;
- по заказу поставляются элементы подкладок специальной конфигурации.
С помощью керамических подкладок KATBAK® Вы экономите:
- на оборудовании для механической обработки и расходных материалах к нему
Уровень затрат на расходные материалы, как правило, превышает уровень стоимости KATBAK®;
- на сварочных материалах
Стоимость которых высока, а металл корневого прохода просто перерабатывается во вредную металлическую пыль;
- на времени подготовительных и основных операций
Необходимо только приклеить подкладку, произвести сварку корневого шва на режимах заполняющих проходов и отклеить подкладку после сварки. В противном случае придётся тратить время на сварку корня на заведомо низких непроизводительных режимах, затем производить выборку корня и подваривать ещё раз, что в ряде случаев сделать сложно, а бывает и невозможно из-за конструкции изделия;
- на приспособлениях
При сварке легко окисляемых материалов нет необходимости обеспечивать поддув защитного газа на обратную сторону шва, подкладка плотно прилегает и защищает металл корня шва от окисления;
Таким образом, при внедрении керамических подкладок KATBAK® Вы получаете высокий экономический эффект и существенно сокращаете время «от заготовки до готового изделия».