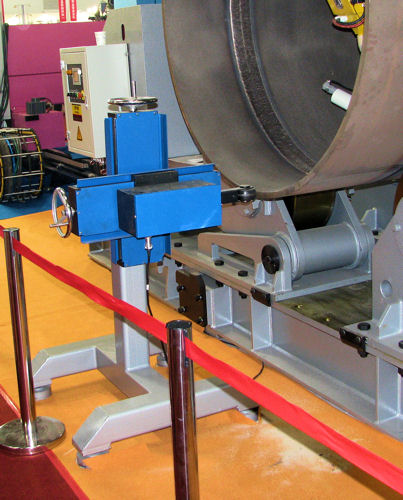
Роликовые вращатели с механизмом компенсации смещения обечайки



Связаться с нами:
+7 (495) 660-62-72
office@ets-engineering.ru
Параметры:
- Производитель: АО НПФ "ИТС" (Все товары АО НПФ "ИТС")
- Тип: с антидрейфом
- Грузоподъемность, тн: 100-1200
- Минимальный диаметр вращаемого изделия: 800
- Максимальный диаметр вращаемого изделия: 6500
Применение роликовых вращателей с механизмом компенсации смещения обечайки
Материал роликов определяется заказчиком (полностью резиновые, обрезиненные, полностью металлические, каучуковые, металлические с резиновым покрытием).
Плавная регулировка встроенным преобразователем обеспечивает широкий диапазон скоростей вращения, высокую точность и большой стартовый момент
Пульт управления прост и надежен. Специальные интерфейсы расположены в электрическом шкафу, который осуществляет связь с управлением сварочной колонны.
Существует возможность включения нескольких приводных опор от одного пульта д/у. Количество включаемых опор определяет Заказчик.
Особенности роликовых вращателей
Опорный вращатель с антидрейфом ОВА предназначен для вращения особо тяжелых цилиндрических изделий (нефтяные резервуары, цистерны, котлы) различных диаметров со сварочной скоростью при автоматической, полуавтоматической и ручной электродуговой сварке. Система антидрейфа практически полностью исключает проскальзывание при вращении и предотвращает продольное смещение изделия во время работы. Применение антидрейфа повышает эффективность работы и качество сварочного шва. Регулируемые роликовые опоры с антидрейфом ОВА состоят из приводной и неприводной пар роликов, приводной системы, системы управления. При установке опор на рельсы для возможного изменения расстояния между опорами предусмотрено специальное зажимное крепление. ОВА обязательно поставляется в комплекте со шкафом управления.
Кабель управления, соединяющий шкаф управления и ОВА, является неотъемлемой частью ОВА. Настоятельно рекомендуется использовать промышленно изготовленный кабель управления. По заказу потребителя, опоры комплектуется дополнительными запасными, монтажными частями и принадлежностями. Установка расстояния между роликами ОВА под требуемый диаметр свариваемого изделия осуществляется вручную (ступенчатая регулировка), перестановкой пассивной роликовой опоры в соответствующие диаметру изделия пазы (в соответствии с техническими параметрами).